
110 Equalizer
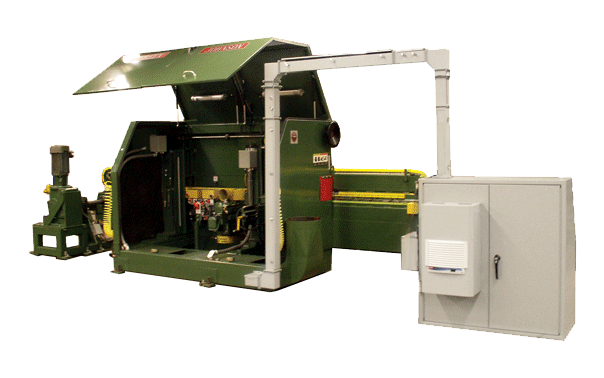
The Model 110 Equalizer can be integrated with most moulders, creating a highly efficient…

A moulding operation is only as consistent as its blank preparation. The wood moulder machine itself — however capable — cannot compensate for thickness variation, width inconsistency, or edge quality defects in the blanks it receives. Profile depth inconsistency, chatter, and surface defects on finished moulding are most often created upstream, before the blank enters the moulder.
Mereen-Johnson’s woodworking moulding machine solutions are engineered around this upstream quality imperative. Our 110 Equalizer integrates directly with most wood moulders to eliminate thickness variation at the point of entry. Our gang rip saws, straight-line rips, and select-rip platforms produce accurately dimensioned, consistently edged blanks at the throughput rates industrial moulders demand. And our custom conveying systems pace blank delivery to moulder speed — eliminating the manual handling gaps that create throughput bottlenecks between rip saw and moulder stations.

Machines
The Mereen-Johnson moulding machine lineup covers every upstream processing stage that determines finished moulding quality: blank width ripping, thickness equalization, glue-line edge preparation for laminated stock, and automated blank delivery to the moulder infeed. All woodworking machinery for moulding manufacturing is engineered and built in the USA.
The Model 110 Equalizer can be integrated with most moulders, creating a highly efficient…
Our Tenoners are designed for high production runs while simultaneously providing the flex…

Feature the latest in technology advancements, ensuring improved consistency, accuracy, su…
Automation & Robotics
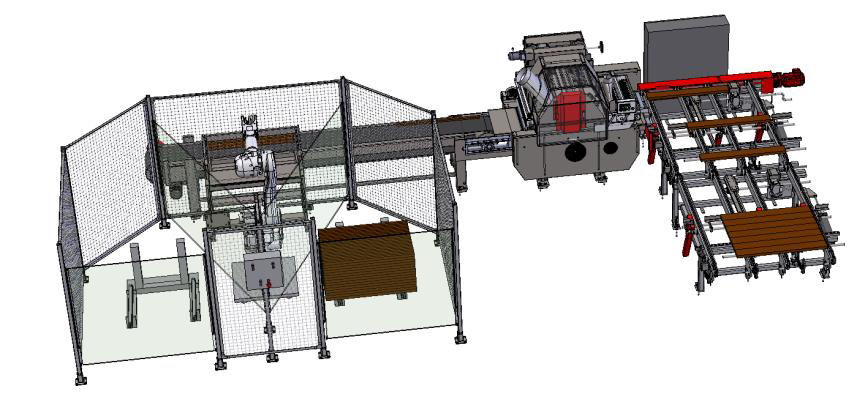
Mereen-Johnson stands at the forefront of delivering cutting-edge automated handling solutions that will streamline your workforce and wood machinery assets. Our smart, automated handling solutions are meticulously crafted to enhance your machine throughput and efficacy while substantially trimming your labor expenses.
Our complete spectrum of services ranges from conceptualization and design of production lines to installation, personnel training and ongoing maintenance, and we cater to a wide array of client requirements, offering both standardized system solutions and fully personalized options to suit your specific needs.
Thickness variation in moulding blanks is the leading cause of profile depth inconsistency on finished moulding — a visible surface defect that no downstream sanding or finishing operation fully corrects. The Mereen-Johnson 110 Equalizer addresses this problem at its source: it equalizes board thickness immediately before moulder entry, creating a highly efficient equalizer-moulder cell that delivers consistent blank thickness to every profile head, on every pass, at production line speed.
The 110 Equalizer is engineered to integrate with most wood moulders — making it an immediately deployable upgrade to existing moulding lines, not a machine that requires a full line replacement to implement.
Moulding quality failures are upstream problems wearing downstream costumes. Profile depth inconsistency, throughput gaps, and edge bond failures in laminated moulding stock all originate in blank preparation — and Mereen-Johnson’s woodworking moulding machine solutions target each of them at the source.
| Pain Point | Mereen-Johnson Solution |
| Profile depth inconsistency on finished moulding | 110 Equalizer eliminates thickness variation before the moulder — the root cause of profile depth inconsistency that no downstream operation can correct |
| Manual blank handling creating throughput gaps between the rip saw and moulder | Custom in-house conveying systems deliver blanks to the moulder infeed at a consistent, paced rate — no manual intervention between stations |
| Rip saw throughput unable to pace the moulder | 400 Series high-volume gang rip saws matched to industrial moulder feed speeds — the rip stage is never the throughput constraint |
| Edge quality defects on finger-jointed or laminated moulding stock | Diehl Machines straight-line rip saws deliver glue-line-quality edges on moulding blanks where edge bond strength affects finished product integrity |
| Running multiple profile widths requiring multiple rip saw setups | 500 Series Select-Rip saws produce multiple blank widths from a single board pass — eliminating width-change setups between moulding profiles |
| Fragmented vendor support across rip saw, equalizer, and conveying | Mereen-Johnson engineers and supplies the complete upstream cell: rip saw, equalizer, and conveying — unified support for the entire blank preparation system |
The relationship between blank thickness consistency and finished moulding profile quality is direct and unforgiving. When a moulding blank enters a wood moulder machine with thickness variation — whether from inconsistent drying, rough-sawn stock, or prior processing — the profile head cuts to a fixed depth reference. Thickness variation translates directly to profile depth variation on the finished face.
The 110 Equalizer eliminates this variable by creating a consistent thickness reference surface on every blank before moulder entry. The engineering principles that make it the most targeted single-machine upgrade available for existing moulding lines:
For moulding operations experiencing persistent profile depth variation that has resisted downstream correction attempts, the 110 Equalizer represents the most direct available intervention — addressing the root cause rather than its symptoms.
Consistent blank width and edge quality are the two upstream rip saw requirements that most directly affect moulding production performance. Mereen-Johnson’s wood moulding machines rip saw portfolio addresses both — at the throughput rates industrial moulders demand.
The select-rip capability of the 500 Series is particularly valuable in moulding operations running a broad profile catalog: operators can produce multiple blank widths across profile specifications in a single rip saw pass, eliminating the sequential width-change setups that consume production time between moulding runs on conventional fixed-arbor gang rip saws.
The throughput ceiling of a moulding line is set by the slowest station in the cell. When manual blank handling is the transfer mechanism between the rip saw and the moulder infeed, that station is almost always the bottleneck — regardless of how fast the rip saw and moulder are individually capable of running.
Mereen-Johnson’s custom conveying systems are engineered in-house to pace blank delivery to moulder feed speed, creating a continuous, uninterrupted flow from rip saw output to moulder infeed without manual intervention. Because the same engineering team that designed the rip saw and equalizer also designs the conveying system, the cell operates as a single integrated woodworking machinery for moulding manufacturing system — not three separate machines connected by manual labor.
Contact the Mereen-Johnson engineering team to discuss your moulder model, blank specifications, profile catalog, and throughput targets. We will specify the right combination of wood moulding machines, equalizer integration, and conveying system for your production line.
The 110 Equalizer removes thickness variation from moulding blanks immediately before they enter the wood moulder. When a blank with varying thickness passes through a moulder, the profile heads cut to a fixed depth reference — so thickness variation translates directly to profile depth variation on the finished face. By equalizing blank thickness to a consistent reference surface before the moulder, the 110 eliminates the primary mechanical cause of profile depth inconsistency. It is positioned upstream of the moulder because that is the only point in the process where the root cause can be addressed — downstream operations can only attempt to correct a defect that has already occurred.
The 110 Equalizer is engineered to integrate with most wood moulders. Mereen-Johnson’s engineers review the specific moulder model, feed speed, and infeed geometry during the application engineering process to confirm compatibility and design the integration interface. In most cases, the equalizer-moulder cell can be implemented without replacing the existing moulder — it is an upgrade to the upstream blank preparation stage, not a full line replacement.
The 400 Series uses a dip-chain feed system that provides positive, continuous contact with the blank throughout the rip stroke — unlike roll-feed systems that can lose contact momentarily on narrow or irregular blanks. The dip-chain design maintains consistent feed rate at the throughput speeds required by industrial moulders, ensuring that blank delivery to the moulder infeed is not the production bottleneck. Air-loaded hold-down rolls compensate for thickness variation in rough-sawn moulding stock without disrupting feed consistency.
Running multiple profile width specifications conventionally requires either multiple rip saw setups — one per width — or multiple separate rip saw passes. The 500 Series Select-Rip system carries up to four shifting blades that can be positioned to produce multiple target widths in a single board pass. For moulding shops running a broad profile catalog with varied blank width requirements, this capability eliminates the sequential width-change setups that interrupt production between profile runs and reduces total rip saw time per unit of blank production.
Diehl Machines straight-line rip saws produce a glue-line-quality rip cut surface — the industry standard edge quality for wood manufacturing. For finger-jointed moulding blanks, glue-line edge quality at the finger joint interface is a structural requirement: a rough or torn edge reduces bond area and creates stress concentrations that cause joint failure under finishing and installation loads. Diehl’s glue-line quality delivers edge bond strength at the rip stage rather than relying on adhesive to bridge surface roughness.
The throughput requirement depends on your specific moulder’s feed speed and the blank dimensions being processed. Mereen-Johnson’s custom conveying systems are engineered to pace blank delivery to the moulder’s actual feed speed — the rip saw, equalizer, and conveying cell are sized and synchronized as a system, not specified independently. The goal is a cell where the moulder feed rate is the design target and every upstream station is sized to meet it without creating a queue or a gap.
Mereen-Johnson custom conveying systems are engineered to the specific blank format requirements of each moulding operation. For operations running multiple blank widths simultaneously, conveying geometry, lane separation, and infeed guides are designed to handle the format mix without requiring dedicated lanes for each width. The specific configuration depends on the width range, thickness range, and blank length in the operation — all of which are reviewed during the application engineering process.
The 110 Equalizer is designed for industrial continuous-duty operation. Maintenance requirements include periodic lubrication of feed system components, inspection and replacement of cutting head tooling at intervals determined by species hardness and production volume, and periodic alignment verification. Mereen-Johnson provides a maintenance schedule with every machine at commissioning, along with parts availability and remote support for troubleshooting. The equalizer’s in-line position means that maintenance access and tooling changes are designed to be completed without removing the machine from the line.
Mereen-Johnson can supply the complete blank preparation cell — rip saw, equalizer, and conveying — as a fully integrated turnkey system, or as individual machines that integrate with existing equipment. For operations replacing an existing rip saw or adding an equalizer to an established moulding line, individual machine supply with integration engineering is the typical approach. For new moulding line installations, the complete cell is designed and built as a single integrated system with coordinated feed speeds, controls, and conveying geometry.