612-529-7791 or 1-888-4MJSAWS
5301 East River Road, Suite 113, Minneapolis, MN 55421
Email Mereen-Johnson
Leading Technology – Lasting Performance
It’s Only Natural To Want The Best.
MEREEN-JOHNSON goes to extremes when it comes to accuracy – cutting wood, composites, plastic, concrete, aluminum & more.


Click HERE learn more about how robotics can Be a Game Changer for Your Business or request a no-obligation FREE Lunch & Learn.
Modern-Day Machinery & Material
In today’s world, conservation & replenishable resources have become a part of our nature.
Whether it’s ensuring the highest yield possible or embracing the use of composite materials, MEREEN-JOHNSON customers have come to depend upon the durable longevity and accuracy of our machinery.

Rip Saws

Optimizing Systems

Dovetailers
Tenoners
Sizing Machines
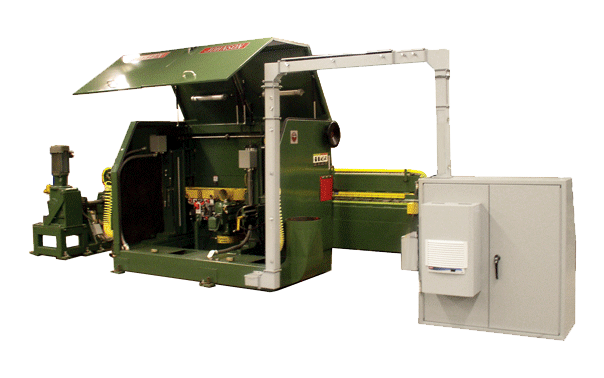
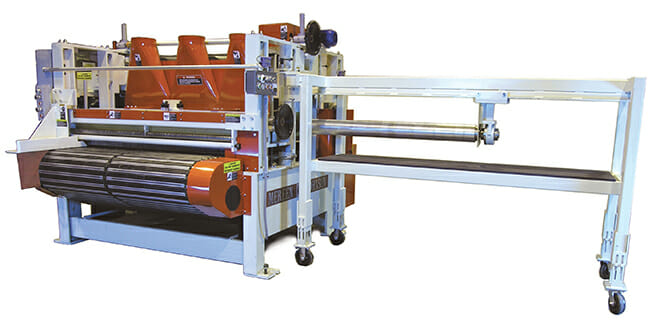
Some of Our Industry Leading—Cutting Edge Equipment
- Moving Blade Gang Rip Saws
- High Speed Roll Feed Rip Saws
- Tenoners
- Panel Sizing Systems
- Box Presses
- I-Joists & Other Structural Wood
Equipment
- Fixed-Arbor Rip Saws
- High Production Run Dovetailers & Box Presses
- Door Sizing Systems
- High-Pressure Laminate Trim Lines
- Material Handling
- Automation
- Robotics
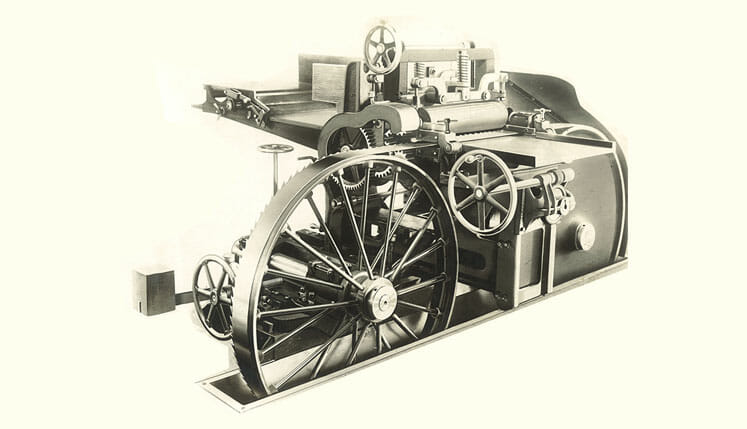
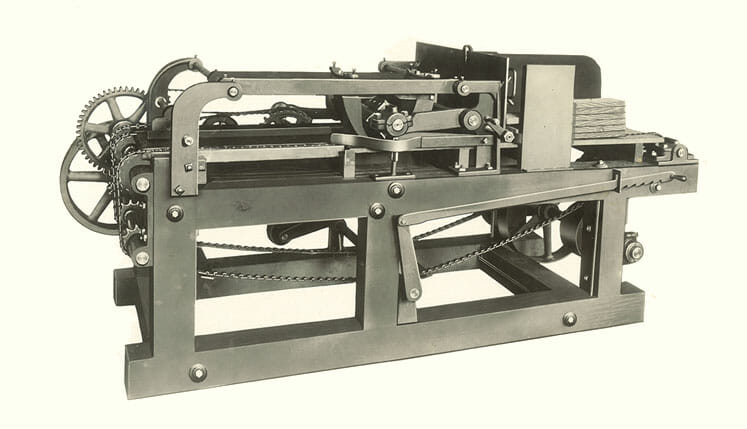
Leaders Of Precision Since 1905
MEREEN-JOHNSON’s technically advanced methods complement our complete line of the rip saw optimizing systems.
Our history of performance since 1905 has guided the precision that’s built into each of our high-performance, lowest cost of ownership machines.
At Mereen-Johnson, our customers trust that we support the environment through our state-of-the-art yield management systems. Each machine provides technically advanced, cutting edge solutions that deliver the most eco-friendly production available on the market today.
More About Us
Our Vision

We are positioned to address the challenges that woodworking manufacturing operations will face in the future; just as we did back in 1905. Although manufacturing methods have changed since then, it is our goal to produce only the finest quality products & services has not.
Our Value

Quality products that are manufactured in the USA, Mereen-Johnson provides assurance to the original purchaser that the equipment will be free from manufacturing defects with a industry leading warranty. Want to continue that great feeling a warranty provides? We got you covered.
Our Team

Our engineers & robotic integrators use the latest technology, manufacturing facilities, employing state-of-the-art CNC machining centers, & internal quality controls to ensure performance precisely as designed. We also offer expert level of support to keep your equipment running at peak efficiency.
Our History At Mereen-Johnson

Reach Out To Our Team
MJ Main
Our Contact Information

Our Location
5301 East River Road
Suite 113
Minneapolis, MN 55421
Map & Directions
Contact Information
Phone: 612-529-7791 or (1-888-4MJSAWS)
Fax: 612-529-0120
Follow Mereen-Johnson
© 2024 Mereen-Johnson. All Rights Reserved. Diehl Machines is a subsidiary.